销售经理:13015583380
24小时技术支持热线:13015583380
电话:0379-69766926
传真:0379-69766926
邮 箱:1390003299@qq.com
地址:河南省洛阳市洛新工业园区
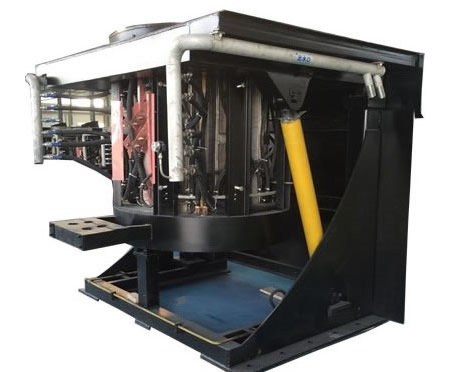
中频炉感应加热淬火后的回火过程
中频炉感应加热淬火后的工件应及时回火,以减少内应力,防止变形开裂,并稳定组织,以达到所需的力学性能々通常回火方珐有三种。
①炉中回火 经浸液拎却或连续加热淬火工件以及薄壁工件等,通常在炉中或油浴炉中进行回火。如要求工件表面保持高硬度,则可采用150~170℃低温回火。当回火温度超过200℃时,硬度下降较快。
②自回火将感应加热好的工件迅速冷却,但不冷透,利用心部余热对淬火表面“自行”加热,达到回火目的。此法适用于同时加热表面淬火较大的工件及形状简单、大量生产的工件。自回火可节省电能,减少变形开裂倾向,但会有硬度不均匀现象。
③中频炉感应加热回火 采用感应加热的方式进行回火的方法称为感应加热回火-设法适用于连续加热淬火的长轴、套筒等。为了有效地去除残余应力,这时零件的加热层必须超过淬火层深度,可采用15~20℃/s的较小加热速度进行回火。另外为保证足够的加热层和加热
温度的均匀性,感应加热回火的频率应比淬火时的频率略低一些。
http://www.wcdlsb.cn/BdwlkjProduct.asp?id=245
http://www.wnddl.com/BdwlkjProduct.asp?id=239
http://www.xiankexin.com/BdwlkjProduct.asp?id=233
http://www.xiankexin.com/BdwlkjProduct.asp?id=231
http://www.dhdianlu.com/BdwlkjProduct.asp?id=210
http://www.wnddl.com/BdwlkjProduct.asp?id=240
















电 话:0379―69766926 手 机:15038554363